Thước kẹp cơ khí
Thước kẹp cơ khí còn được gọi là thước cặp cơ khí, được thiết kế để đo khoảng cách giữa hai mặt đối diện trên vật thể như chiều dài, chiều rộng của các chi tiết hình trụ, hình vuông, đo đường kính trong, đường kính ngoài, chiều sâu của các vật dạng hình hộp với độ chính xác cao. Phạm vi đo từ 150mm đến 2000mm, dễ dàng điều chỉnh để phù hợp trong nhiều ngành sản xuất như cơ khí, đồ gỗ, đồ nhựa, nhôm kính.
Độ chia: 0,05mm hoặc 0,02mm, phù hợp cho các công việc yêu cầu đo chi tiết chính xác.
Chất liệu bền bỉ: được sản xuất từ thép không gỉ, tăng độ bền của dụng cụ.
Thiết kế gọn nhẹ: kích thước nhỏ gọn, trọng lượng nhẹ, sử dụng hoặc mang theo thuận tiện.
Vạch cơ khí: đọc và ghi nhận kết quả.
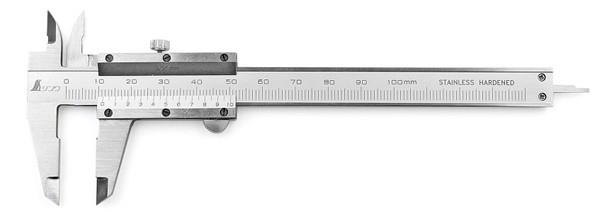
Cấu tạo của thước cặp gồm mỏ đo trong (hàm trên), mỏ đo ngoài (hàm dưới), vít khử độ rơ (vít giữ độ chặt của thước), bộ phận di động (kết nối với thân thước), thước chính (có đường chỉ số và vạch đo), thước phụ (đo các chỉ số thập phân), con lăn (để căn chỉnh độ cặp), thanh đo độ sâu (đo chiều sâu của các chi tiết), tạo nên một chỉnh thể hoàn hảo hỗ trợ công việc đo lường chính xác và linh hoạt, phù hợp cho nhiều ứng dụng trong ngành sản xuất, cơ khí.
Thước cặp cơ khí có nhiều ứng dụng quan trọng trong các lĩnh vực gia công, sản xuất thép, ô tô, y tế để kiểm tra chất lượng, tuân thủ các tiêu chuẩn theo quy định.
Thước cặp đóng vai trò quan trọng trong gia công cơ khí, gỗ, nhựa, nhôm kính, giúp đo lường chiều dài, đường kính ngoài, đường kính trong nhằm hỗ trợ quá trình căn chỉnh, lắp đặt.
Thước được sử dụng để đo lường, kiểm tra hình dạng thép tròn, thép tấm, thép hộp, đảm bảo độ chính xác trong quá trình sản xuất.
Đo trục khuỷu, đường kính xi lanh, chiều cao của lò xo, các kích thước khác liên quan đến các bộ phận ô tô, giúp đảm bảo sự chính xác, an toàn của xe.
Với hướng dẫn sử dụng thước kẹp cơ bản sau đây giúp người dùng nắm bắt cách kiểm tra, đo, đọc kết quả một cách chính xác trong các ứng dụng khác nhau. Tốt nhất hãy tham khảo hướng dẫn từ nhà sản xuất bởi còn phụ thuộc vào mã số sản phẩm cụ thể.
- Giữ cho hai mặt phẳng của thước song song với kích thước cần đo.
- Nếu cần di chuyển thước, vặn đai ốc hãm để cố định hàm động với thân thước chính.
- Mở mỏ cặp rộng hơn kích thước của chi tiết cần đo.
- Áp mỏ cặp hàm cố định vào mặt chuẩn chi tiết.
- Di chuyển hàm di động cho đến khi mỏ cặp chạm vào mặt chi tiết (vuông góc với kích thước cần đo).
- Siết chặt vít kẹp, lấy thước ra khỏi chi tiết.
- Đọc kích thước.
- Mở mỏ cặp nhỏ hơn kích thước lỗ của chi tiết.
- Áp mỏ cặp hàm cố định vào mặt chuẩn chi tiết.
- Di chuyển hàm di động cho đến khi mỏ cặp chạm vào mặt chi tiết.
- Siết chặt vít kẹp, lấy thước ra khỏi chi tiết.
- Đọc kích thước.
Phần nguyên: quan sát vị trí trùng của vạch 0 trên thanh du xích và đọc phần số nguyên tương ứng. Trong trường hợp này, dừng lại ở vị trí 4,5cm trên thước chính, tức là 45mm.
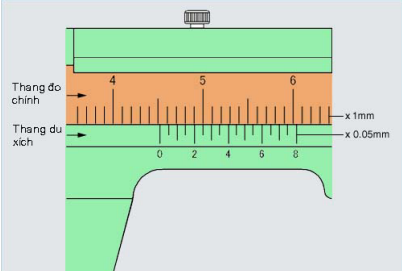
Thập phân, xác định vạch trên thanh du xích nào mà trùng với vạch của thước chính thì đọc phần lẻ bằng cách đếm cách vạch đo từ 0 đến chỗ trùng được bao nhiêu và nhân với 0.05. Trong hình ảnh, vạch số 5 trùng với vạch của thước chính. Bạn lấy giá trị 0.05 nhân với số vạch đếm được, trong trường hợp này là 5mm. Vậy, phần thập phân là 0.25mm.
Kết hợp cả hai phần, bạn có kết quả đo là 45.25mm.
Hiệu chuẩn thước kẹp cơ khí giúp đảm bảo độ chính xác bằng cách so sánh với chuẩn đo có sẵn. Mài mòn, biến dạng, thời gian sử dụng đều ảnh hưởng đến chất lượng của thiết bị. Thực hiện định kỳ giúp phát hiện, điều chỉnh sai số xuất hiện trong quá trình đo lường.
Thước cặp có giá trị độ chia 0.1mm, 0.05mm, 0.02mm, 0.01mm.
Có 3 phép hiệu chuẩn chính:
Kiểm tra bên ngoài: mắt thường, kính lúp.
Kiểm tra kỹ thuật.
Kiểm tra đo lường.
Kiểm tra số chỉ của thước: dùng bộ căn mẫu cấp 1;2.
Kiểm tra độ phẳng của mặt đo: dùng thước tóc cấp 1.
Kiểm tra độ song song của các mặt đo: dùng căn mẫu cấp 1;2, bộ đũa đo cấp 1, thước văn (0 – 25 mm).
Kiểm tra vị trí “0”: dùng mắt thường, kính lúp.
Nhiệt độ: (10 ÷ 30)0C.
Độ ẩm: ( 50 ± 15) %RH.
Lau sạch thước cặp bằng xăng công nghiệp hoặc dung môi tương đương.
Đặt thước cặp và chuẩn trong điều kiện hiệu chuẩn ít nhất 1 giờ.
- Kiểm tra bên ngoài
Mặt đo không có vết xước, han rỉ, lồi lõm, hoặc hư hỏng khác gây ảnh hưởng đến tính năng sử dụng.
Vạch khắc trên thang thước rõ ràng, đều đặn và vuông góc với mép thước.
Các thông tin phải hiển thị rõ: giá trị độ chia và ký hiệu cơ sở chế tạo hiển thị rõ.
- Kiểm tra kỹ thuật
Khung trượt, khung điều chỉnh tế vi dịch chuyển mượt mà mà không gặp trở ngại trên toàn bộ phạm vi đo của thước.
Vít hãm giữ chặt khung trượt trên thước chính ở bất kì vị trí nào. Khi xiết chặt, khe sáng giữa hai mỏ đo không thay đổi.
- Kiểm tra đo lường
Kiểm tra số chỉ của thước:
Đo ngoài: đặt căn mẫu giữa hai mặt đo, đo tại 3 vị trí dọc theo chiều dài của mặt đo. Ghi số chỉ tương ứng của thước cặp với kích thước của căn mẫu.
Đo trong: sử dụng căn mẫu và bộ gá để tạo kích thước đo trong hoặc vòng chuẩn của kích thước tương ứng với kích thước cần kiểm trên thước. Xài mỏ đo trong để đo kích thước "đo trong" ở đầu và cuối của mỏ đo trong. Ghi số chỉ tương ứng của thước.
Kiểm tra độ phẳng của mặt đo:
Dùng thước tóc đặt theo chiều dài và đường chéo của mặt đo, quan sát khe sáng giữa thước tóc và mặt đo. So sánh với khe sáng mẫu và ghi kích thước tương ứng.
Kiểm tra độ song song của các mặt đo:
Đo ngoài: sử dụng căn mẫu kích thước 5mm kẹp vào giữa mặt đo, xiết chặt vít hãm. Lấy căn mẫu ra, dùng đũa đo có kích thước khác nhau để kiểm tra khoảng cách giữa hai mặt đo ở vị trí đầu và cuối. Hiệu số giữa kích thước của hai đũa đo tại hai vị trí là độ song song của hai mặt đo.
Đo trong: sử dụng thước vặn đo kích thước của mỏ đo trong (ở trạng thái hai mỏ đo sát với nhau rồi xiết chặt vít hãm) để kiểm tra độ song song tại hai vị trí theo chiều dài của mỏ. Hiệu số giữa số đo lớn nhất và nhỏ nhất tại hai vị trí là độ song song của mỏ.
Mỏ dao: Đặt thước tại vị trí 10 mm, xiết chặt vít hãm, dùng thước vặn đo kích thước đầu và cuối của mỏ đo trong.
Đưa thước cặp về vị trí "0", so sánh khe sáng tạo bởi hai mỏ đo với khe sáng mẫu. Ghi kích thước khe sáng mẫu tương ứng.
Thước cặp sau khi hiệu chuẩn sẽ được dán tem, chứng nhận hiệu chuẩn kèm thông báo kết quả hiệu chuẩn.
Chu kỳ hiệu chuẩn khuyến nghị là 01 năm.