Thước đo độ sâu
Thước đo độ sâu còn gọi là thước đo chiều sâu, công cụ đo lường chiều sâu của các đối tượng như lỗ, vết cắt, lỗ khoan, rãnh then, kẽ hở, các đặc điểm khác trên bề mặt của vật. Thiết kế cầm tay, dễ sử dụng và di động, giúp thước đo độ sâu trở thành công cụ phổ biến trong các ngành công nghiệp, chế tạo, gia công cơ khí, giúp nhà sản xuất tối ưu hóa chất lượng sản phẩm, gia tăng độ bền của thiết bị và giảm chi phí bảo trì.

Thước đo độ sâu phổ biến trên thị trường được chia thành ba loại chính là cơ khí, đồng hồ, và điện tử. Do đó, cách đọc kết quả của chúng cũng có sự khác biệt nhưng hầu hết chúng được thiết kế với dạng cầm tay hoặc bỏ túi để thuận tiện sử dụng và mang theo.
Thước đo độ sâu cơ khí: vạch dấu chia nhỏ để đọc trực tiếp kết quả, một khe nhỏ để thước có thể trượt lên xuống và một ốc vít khóa chặt trên thân để cố định vị trí, dải đo thường là 150mm với độ phân giải cho phép đến 0.02mm.
Thước đo độ sâu đồng hồ: các vạch chia trên mặt chỉ thị kim để hiện kết quả.
Thước đo độ sâu điện tử: hiển thị trực tiếp trên màn hình LCD, cho phép đọc kết quả đơn giản, dễ dàng, hỗ trợ thêm một số tính năng đo kiểm khác.
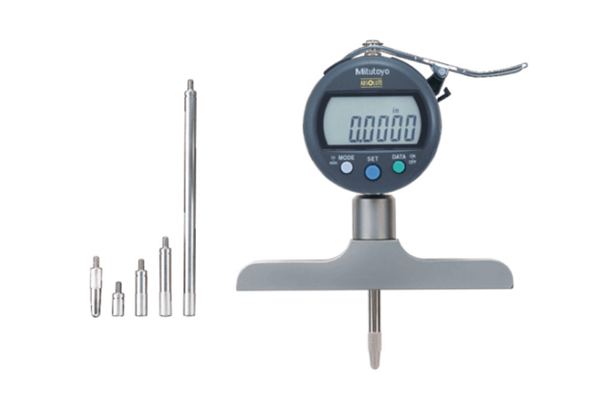
Thước đo độ sâu điện tử
Thước đo chiều sâu được sử dụng để đo chiều sâu của các chi tiết hoặc vật liệu trong các ngành như xây dựng, cơ khí chế tạo máy, khuôn mẫu, ô tô, nội thất, đóng vai trò quan trọng trong việc kiểm tra, đo lường chính xác và đánh giá kích thước của chi tiết, linh kiện, đảm bảo sự chính xác và đồng đều trong sản xuất và gia công.
Đo chiều sâu của lỗ, rãnh, hoặc các chi tiết máy để đảm bảo độ chính xác trong quá trình gia công, đảm bảo đúng kích thước theo yêu cầu.
Đo chiều sâu của móng, cọc, bê tông hoặc các thành phần xây dựng để đảm bảo chất lượng công trình.
Kiểm tra sâu đục trong khuôn mẫu để đảm bảo sản phẩm cuối cùng đáp ứng yêu cầu chất lượng.
Đo chiều sâu của vết trầy, vết lõm, hoặc các phần tổn thương trên bề mặt ô tô để xác định mức độ sửa chữa cần thiết.
Hiệu chuẩn thước đo độ sâu giúp xác định và điều chỉnh độ chính xác trong quá trình đo lường, phòng ngừa và phát hiện sớm sai số, duy trì độ chính xác, tăng tuổi thọ thiết bị.
Nhiệt độ: (20 ± 2) ºC.
Độ ẩm: (50 ± 20) % RH.
Kiểm tra bên ngoài
Kiểm tra kỹ thuật
Kiểm tra đo lường
Làm sạch thước đo và bàn đá bằng dung dịch làm sạch theo quy định.
Đặt thước đo và thiết bị chuẩn trong điều kiện hiệu chuẩn ít nhất 2 giờ để ổn định nhiệt.
Kiểm tra bên ngoài
- Đối với thước đo độ sâu cơ khí
Mặt đo và mỏ đo trên thước không được có vết trầy xước, han rỉ, lồi lõm, hoặc hư hỏng khác để đảm bảo tính năng và độ chính xác.
Vạch khắc trên thang đo cần rõ ràng, đều đặn, vuông góc với mép.
Đế thước phải bằng phẳng và không có khuyết tật để đảm bảo kết quả đo chính xác.
- Đối với thước đo cao, sâu điện tử
Bộ hiển thị phải có chữ số rõ ràng, không đứt nét.
Trên thước, giá trị độ chia và ký hiệu của cơ sở chế tạo cần được ghi rõ.
Kiểm tra kỹ thuật
- Khung trượt và khung điều chỉnh cần di chuyển nhẹ nhàng trong phạm vi đo của thước.
- Vít hãm phải giữ chặt khung trượt ở mọi vị trí và đảm bảo mỏ đo được giữ chặt khi vít được siết chặt.
- Đảm bảo mỏ đo của thước đo cao phải song song với bàn đá song phẳng.
Kiểm tra đo lường
Gắn thiết bị kiểm soát lực vào mỏ đo để kiểm soát lực cho mỗi lần đo. Lực khi chạm gauge block phải được kiểm soát như nhau tại mỗi lần đo bằng dail tester.
Thực hiện kiểm tra theo các điểm 25, 50, 75 và 95% của toàn thang đo.
Thực hiện cài đặt điểm 0 trên căn mẫu chuẩn có giá trị là 10 mm đối với tất cả các loại thước đo cao.
Chọn căn mẫu song phẳng có giá trị xấp xỉ 25% của toàn thang đo, nâng mỏ đo của thiết bị đo lên và cho căn mẫu vào, hạ mỏ đo xuống chạm vào căn mẫu chuẩn, ghi nhận lại giá trị.
Thực hiện tương tự với các điểm đo 50,75 và 95% của toàn thang đo và ghi nhận giá trị và so sánh với dung sai cho phép của nhà sản xuất.
Thước đo độ sâu sau khi hiệu chuẩn sẽ được đính tem, kèm theo chứng nhận hiệu chuẩn và thông báo kết quả. Chu kỳ đề xuất là 01 năm cho mỗi lần hiệu chuẩn.