Thước đo chiều dài
Thước đo chiều dài còn gọi là thước cuộn, dụng cụ đo lường chiều dài của vật thể với độ dài tương ứng thang đo: 3m, 5m, 8m, 10m, sản xuất từ thép hoặc hợp kim không gỉ, có khả năng kéo dài và thu gọn nhờ vào độ đàn hồi của lò xo được tích hợp bên trong. Sử dụng các đơn vị đo khác nhau như centimet, mét, feet, inch…phụ thuộc vào quy chuẩn đo lường cụ thể của lĩnh vực như xây dựng, chế tạo.
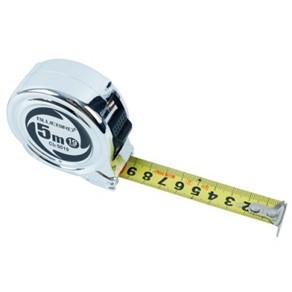
Cấu trúc của thước cuộn gồm vỏ, công tắc nằm bên hông, dây đo, lò xo cuộn lại dây, phanh kiểm soát giữ dây ổn định khi đo.
Vỏ: làm từ nhựa có khả năng chống va đập tốt, nhằm bảo vệ các bộ phận bên trong.
Công tắc: hỗ trợ việc bật thước ra và đặt vào dễ dàng, giảm nguy cơ rối hoặc gãy thước.
Dây đo: làm bằng kim loại hoặc vải, có vạch đo in bên trên. Phần đầu thiết kế nếp gấp và tích hợp một lỗ nhỏ hoặc răng cưa (tùy loại), để móc thước vào đinh hoặc đầu đồ vật khi đo trong trường hợp không có sự hỗ trợ từ người khác.
Lò xo: nằm bên trong vỏ giúp thước tự cuộn lại vào vỏ khi không sử dụng.
Phanh kiểm soát: giữ dây thước ổn định tại vị trí cần đo, ngăn nó cuộn lại vào vỏ khi không cần.
Thước đo chiều dài được sử dụng phổ biến trên thị trường: thước cuộn thép, thước cuộn vải, thước đo laser, thước đo điện tử.
Thước cuộn thép và vải: có cơ chế hoạt động và chức năng tương tự. Chất liệu thép bền bỉ, phù hợp cho môi trường làm việc khắc nghiệt. Vải nhẹ và linh hoạt, thích hợp với công việc di động hoặc ở môi trường bình thường.
Thước đo chiều dài laser: đo khoảng cách lên đến 30 mét, tia laser đỏ chiếu song song với lá thước khi kéo ra, hiển thị kết quả trên màn hình LCD.
Thước đo chiều dài điện tử: màn hình LCD có độ tương phản cao giúp hiển thị kết quả đo với chữ to, rõ ràng, tạo điều kiện thuận lợi hơn cho việc đọc, ghi lại dữ liệu đo lường.
Thước đo chiều dài có tác dụng đo đạc chiều dài, khoảng cách giữa các điểm trên một bề mặt trên mọi vật dụng, bất kể kích thước ngắn hay dài trong ngành xây dựng, kỹ thuật, cơ khí, nghề mộc.

Đo lường chiều dài công trình, xác định kích thước và khoảng cách giữa cột, dầm, tấm vật liệu trong quá trình thi công.
Đo kích thước của các bộ phận máy móc, linh kiện cơ khí.
Đo chiều dài để cắt và định vị chính xác các chi tiết của sản phẩm gỗ.
Hiệu chuẩn thước đo chiều dài là quá trình kiểm tra và điều chỉnh độ chính xác của thước đo bằng phương pháp so sánh so với một tiêu chuẩn đã được xác định trước đó.
Quá trình hiệu chuẩn thước đo chiều dài là bước quan trọng để xác định và điều chỉnh độ chính xác của thiết bị, giúp phát hiện sớm sai lệch và hỏng hóc, thực hiện sửa chữa và bảo trì, ngăn chặn sai lệch trong đo lường, tuân thủ tiêu chuẩn chất lượng và an toàn được đề ra.
Văn bản kỹ thuật này quy định quy trình hiệu chuẩn cho các thước cuộn chuẩn (sau đây gọi tắt là thước cuộn) có phạm vi đo đến 100 m và độ không đảm bảo đo không vượt quá: (0,1 + 0,1 L) mm với L là chiều dài danh nghĩa của thước cuộn, được tính bằng mét (m).
L: chiều dài danh nghĩa của thước cuộn, là giá trị đo danh nghĩa lớn nhất được ghi khắc trên thước hoặc quy định của nhà sản xuất.
Lm: chiều dài đo của thước cuộn, được xác định bằng khoảng cách ngắn nhất giữa hai đường tâm của hai vạch chia đó (chiều dài đo giữa hai vạch chia của thước cuộn).
I: giá trị độ chia của thước cuộn, là chiều dài đo giữa hai vạch chia liên tiếp nhau.
Vạch chia chính là các vạch chia mà chiều dài đo giữa chúng thể hiện chiều dài danh nghĩa của thước cuộn.
Kiểm tra bên ngoài
Kiểm tra kỹ thuật
Kiểm tra đo lường
Phương tiện hiệu chuẩn
|
TT |
Tên phương tiện hiệu chuẩn |
Đặc trưng kỹ thuật đo lường cơ bản |
Áp dụng cho điều mục của ĐLVN |
|
1 |
Chuẩn đo lường |
||
|
Thiết bị hiệu chuẩn thước cuộn |
Độ không đảm bảo đo không lớn hơn giá trị sau: |
7.3 |
|
|
2 |
Phương tiện đo khác |
||
|
2.1 |
Nhiệt ẩm kế |
– Phạm vi đo: |
7.3 |
|
2.2 |
Nhiệt kế tiếp xúc |
– Phạm vi đo: (18 ∼ 22) 0C |
7.3 |
|
2.3 |
Quả cân : 1 kg, 2 kg, 5 kg, 10 kg |
Cấp chính xác M2 |
7.3 |
Nhiệt độ: (20 ± 2) ºC;
Độ ẩm: (55 ± 5) %RH.
Làm sạch thước cuộn và đặt nó trong phòng hiệu chuẩn ít nhất hai giờ trước khi bắt đầu quá trình.
Kiểm tra bên ngoài
- Ký hiệu, mã sản xuất, phạm vi đo phải có trên thước.
- Bề mặt phải sạch, nhẵn, không rỉ (đối với thước bằng kim loại), không có vết xước sâu ảnh hưởng đến việc đọc số chỉ.
- Hai mép của thước khi trải lên mặt phẳng phải thẳng và song song.
- Bộ cuộn phải hoạt động mượt mà, không gây hư hại.
- Các số ghi trên thước cần bền, rõ ràng, không thể xóa được, đều đặn để tránh gây nhầm lẫn cho người sử dụng.
Kiểm tra kỹ thuật
- Độ chia "i" của thước phải có giá trị là 0,5 mm hoặc 1 mm.
- Các vạch trên thước phải bền (không xóa được), thẳng, đều, vuông góc với mép thước.
- Chiều dày vạch chia không được lớn hơn 0,2 mm. Kiểm tra chiều dày vạch chia tại 3 vị trí (đầu, giữa, cuối thước) bằng lúp đo hoặc thiết bị đọc số với giá trị độ chia ≤ 0,05 mm. Ghi kết quả vào bảng 1 của biên bản hiệu chuẩn.
- Nếu thước cuộn không đạt yêu cầu kỹ thuật trong quá trình kiểm tra, không thực hiện kiểm tra đo lường.
Kiểm tra đo lường
- Yêu cầu
Giá trị tuyệt đối sai số cho phép lớn nhất của thước cuộn không được vượt quá giá trị được tính bằng công thức sau:
ΙEΙ = (0,1+ 0,1lm) mm (1)
Trong đó: lm – Chiều dài đo của thước cuộn tính bằng mét.
Độ lệch cho phép lớn nhất đối với khoảng “j” giữa hai vạch cùng đơn vị liên tiếp trên thước (vạch milimét, vạch centimét, vạch decimét) cho trong bảng 3.
|
Chiều dài của “j” (mm) |
1 |
10 |
100 |
|
Độ lệch cho phép lớn nhất (mm) |
0.1 |
0.2 |
0.3 |
- Trình tự kiểm tra
Xác định sai số của thước:
- Gá đặt thước cuộn cần hiệu chuẩn lên băng máy thiết bị hiệu chuẩn và kéo căng thước với một lực theo quy định của nhà sản xuất, nếu không có thì tuân theo quy định sau::
+ Đối với thước cuộn bằng chất dẻo, sợi thủy tinh, sử dụng lực kéo F ≈ 20 N (dùng quả cân 2 kg).
+ Đối với thước cuộn bằng thép hoặc vật liệu tương đương với phạm vi đo L:
♣ L < 10 m, sử dụng lực kéo F ≈ 10 N (dùng quả cân 1 kg).
♣ 10 m ≤ L < 30 m, sử dụng lực kéo F ≈ 50 N (dùng quả cân 5 kg).
♣ 30 m ≤ L ≤ 100 m, sử dụng lực kéo F ≈ 100 N (dùng quả cân 10 kg).
- Đặt thước cuộn ở vị trí đo cho đến khi nhiệt độ của thước và thiết bị hiệu chuẩn ổn định với chênh lệch không quá 1 °C.
- Nếu phạm vi đo của chuẩn lớn hơn phạm vi đo của thước cuộn được hiệu chuẩn, thước được kiểm trực tiếp tại các vị trí 0, 1/5, 2/5, 3/5, 4/5 và 5/5 chiều dài của thước. Sai số tại từng vị trí kiểm được ghi vào biên bản hiệu chuẩn.
- Trong trường hợp phạm vi đo của chuẩn nhỏ hơn phạm vi đo của thước cuộn được hiệu chuẩn, sai số của các vị trí kiểm nói trên được xác định qua sai số từng phần trong từng lượt kiểm theo phạm vi đo của chuẩn. Độ không đảm bảo đo trong trường hợp này phải tính thêm thành phần độ không đảm bảo đo do sai số khi xác định đường tâm của vạch chia trong từng lần đo kiểm.
- Nếu thước cuộn và thang thước của thiết bị hiệu chuẩn (hoặc thước vạch chuẩn) không cùng vật liệu thì phải tính số hiệu chính kết quả đo theo hệ số giãn nở nhiệt theo công thức sau:
DLa = (a - ao) ´ Dtm20°C ´ Lm (2)
Trong đó:
DLa : số hiệu chính theo hệ số giãn nở nhiệt.
ao : hệ số giãn nở nhiệt của thang thước thiết bị hiệu chuẩn / thước vạch chuẩn.
a : hệ số giãn nở nhiệt của thước cuộn được hiệu chuẩn.
Dtm20°C : chênh lệch nhiệt độ trung bình của chuẩn và thước cuộn so với nhiệt độ tiêu chuẩn 20°C.
Sai số E của thước cuộn cần hiệu chuẩn được tính như sau:
E = DLm + DLs + DLa (3)
Trong đó:
DLm : sai số tại vị trí kiểm khi so với thiết bị hiệu chuẩn.
DLs : số hiệu chính thang thước của thiết bị hiệu chuẩn.
DLa : số hiệu chính theo hệ số giãn nở nhiệt.
Độ không đảm bảo đo của phép hiệu chuẩn thước cuộn chuẩn được tính toán từ các yếu tố ảnh hưởng tới sai số đo tại từng vị trí kiểm trên thước, gồm:
- Độ không đảm bảo đo của chuẩn (u1)
- Độ không đảm bảo đo của việc xác định đường tâm vạch chia (u2)
- Độ không đảm bảo đo do sự không song song giữa chuẩn và thước (u3)
- Độ không đảm bảo đo do sai số của nhiệt độ trung bình khi hiệu chuẩn khác 20°C và sự khác nhau về hệ số giãn nở nhiệt giữa chuẩn và thước (u4)
- Độ không đảm bảo đo do sai số của chênh lệch nhiệt độ giữa chuẩn và thước cuộn (u5)
- Độ không đảm bảo đo do sai số của hệ số giãn nở nhiệt (u6).
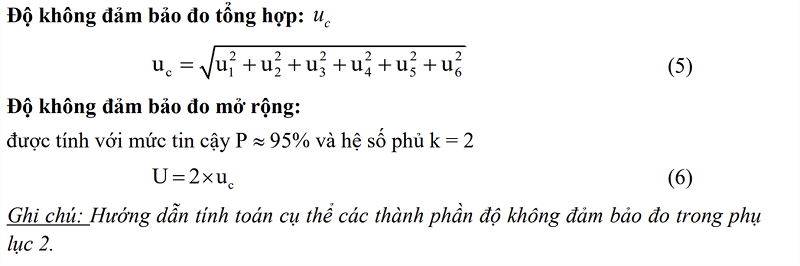
Thước cuộn chuẩn sau khi hiệu chuẩn nếu đạt các yêu cầu trong mục 7 và tổng trị tuyệt đối sai số ½E½ với độ không đảm bảo đo U tại từng vị trí kiểm không vượt quá sai số cho phép lớn nhất MPE tại vị trí kiểm đó (½E½+U £ MPE) thì được cấp chứng chỉ hiệu chuẩn (tem hiệu chuẩn, giấy chứng nhận hiệu chuẩn,...) theo quy định.